


Part Number: TMS320F28335
Hello,
The TMS320F28335 chip solder ball has the following issues, resulting in virtual soldering during soldering. Please help to check if there are any changes to the welding process and conditions. It can avoid the problem of virtual soldering. Thanks.
- Some solder balls appear to be partially missing.


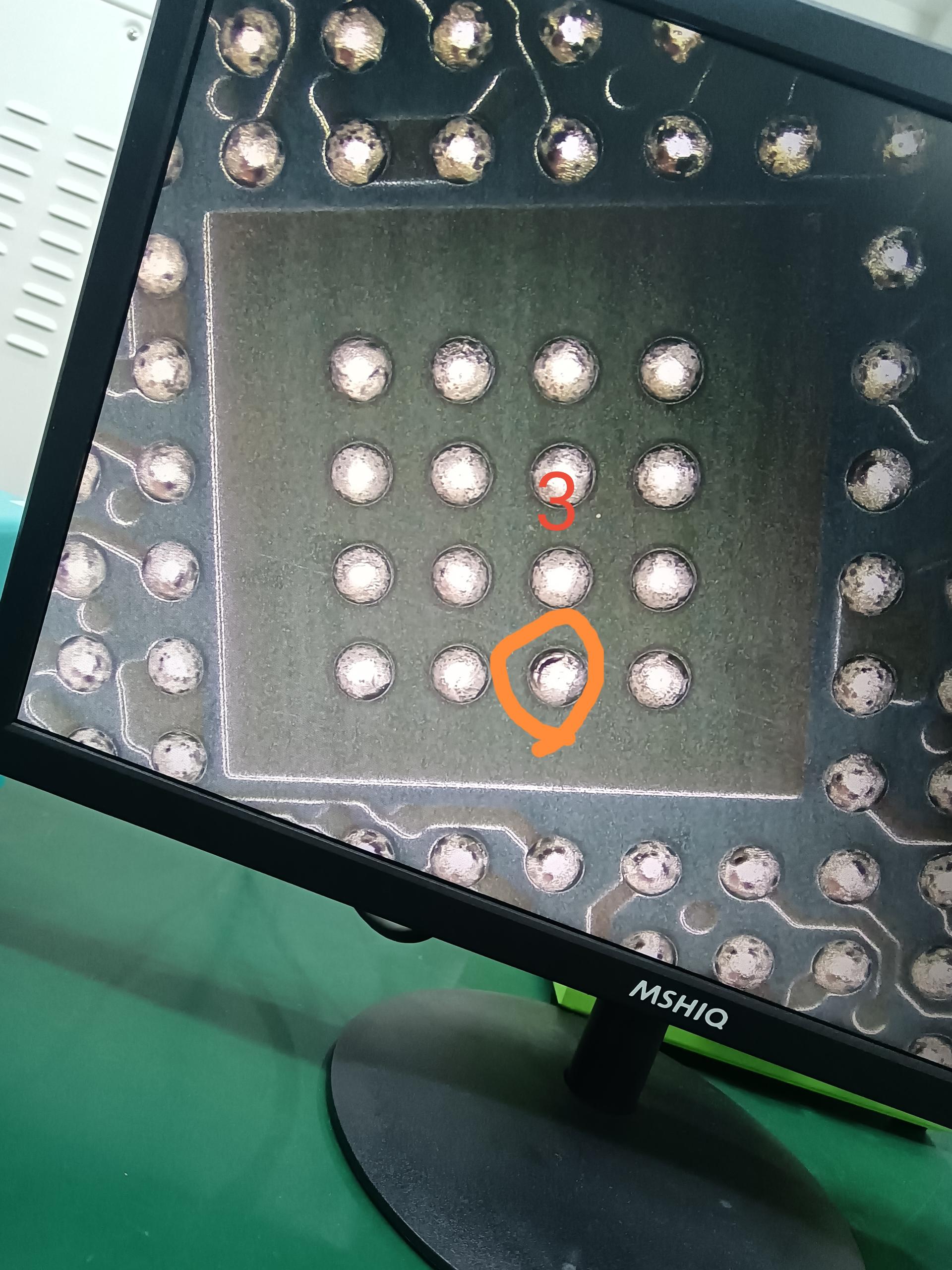

2. The middle 16 pads are relatively smooth, while the surrounding pads are relatively rough.

