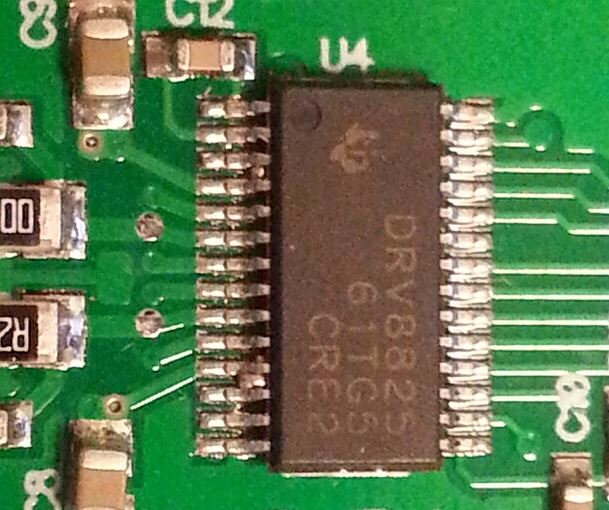
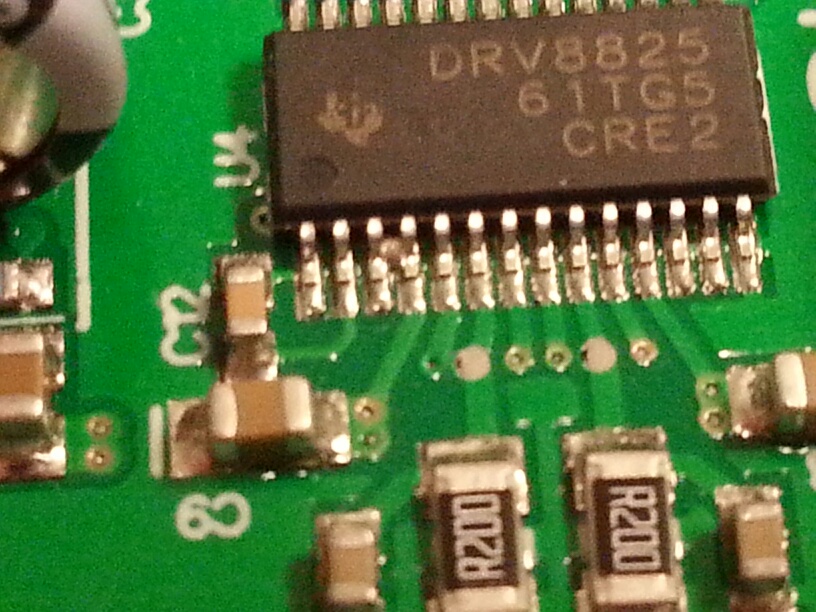
I've been reviewing how I placed a DRV8825 on a PCB due to 6.5% from the production run getting solder "ball" shorts between the component leads and body at pins 3-4 and/or pins 11-12 and occasionally at the mirror image pins on the other side of the body.
TI documentation regarding how the vias in the PowerPAD are treated is inconsistent (DRV8825 datasheet, Application Brief: PowerPAD Made Easy, Application Report: PowerPAD Layout Guidelines, Application Report: PowerPAD Thermally Enhanced Package). Are they tented and if so, on which side? Are they plugged or is small enough and open on top and bottom suitable? What are possible side effects of doing it "incorrectly"?
Since the areas where the solder ball shorts occurred are near the corners of the PowerPAD, I think that my bottom tented 0.014" vias are causing solder to be pushed/burped out from underneath the device and the easiest place to break surface tension and release into a ball is at the corners. Is this due to the tented vias being unable to wick solder and too much remains or possibly an effect of outgassing searching for a vent? Paste stencil is 0.005" thick, so solder mask defined pad to stencil opening is 1:1. Any recommendations on what to tweak before the next run? What is really considered the standard design for the DRV8825 PowerPAD?