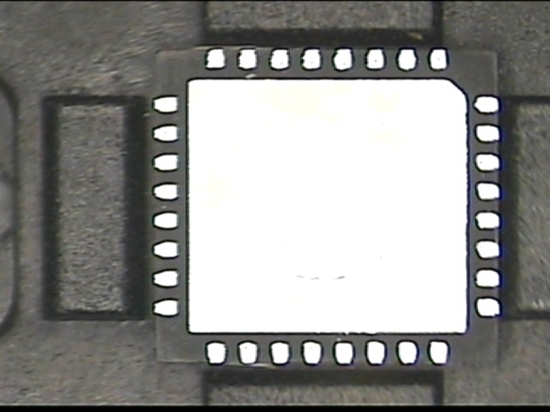
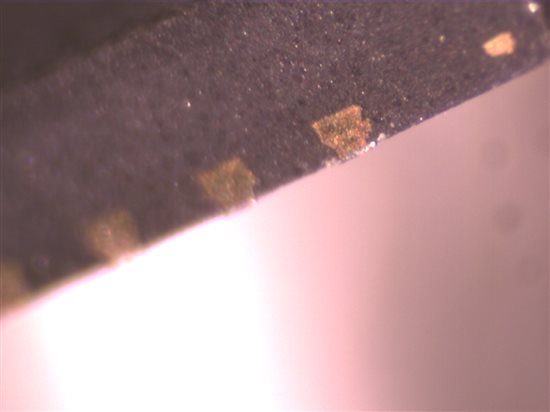
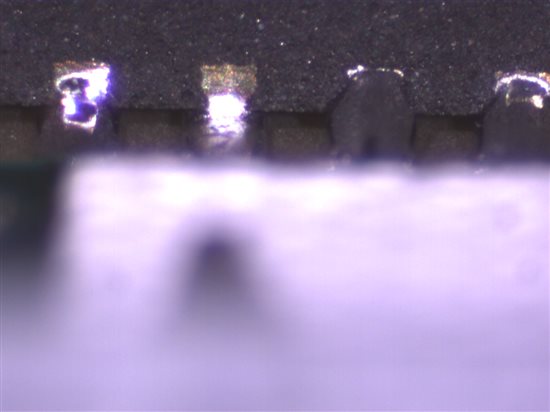
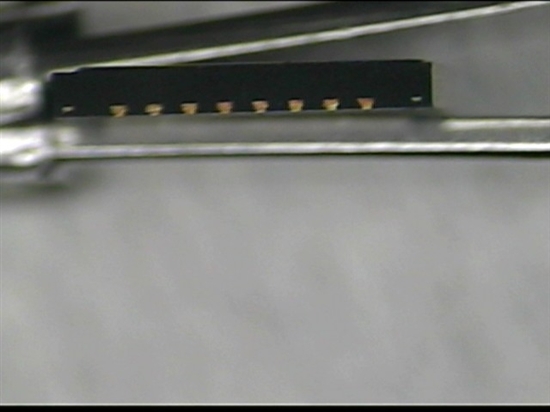
Please see attached photos of TI QFN P/N TPS62110. Is it typical for this package to show the conditions we are seeing on some of the parts we have been receiving? Concern number one, exposed copper seen on the side view photos and , plating underneath the part not reaching to the edge of the package and inconsistent. These conditions are causing a lot of rework in our factory and we have data that shows it is potentially causing noise inducing failures for us during Environmental Stress Screening (ESS). We have been able to reflow parts and get the CCA to pass ESS test upon reflow. Our concern is that we are not getting consistent or sufficient solder reflow because of these 2 conditions.
Is there any way the plating can be enhanced to 1) consistently reach the edge of the package underneath and 2) eliminate the exposed copper? Either by TI or a 3rd party we could consider. Also, I assume this is a known condition to TI and considered acceptable or are we seeing something that may be attributed to how the parts are being stored, in particular, the exposed copper? I’d appreciate your feedback.