Can anyone Help,
I cannot prevent solder balls forming and solder migrating from the pads of 1 and 3 of this device during reflow.
I am seeing solder pulling away from these pads but staying connected to the pads.
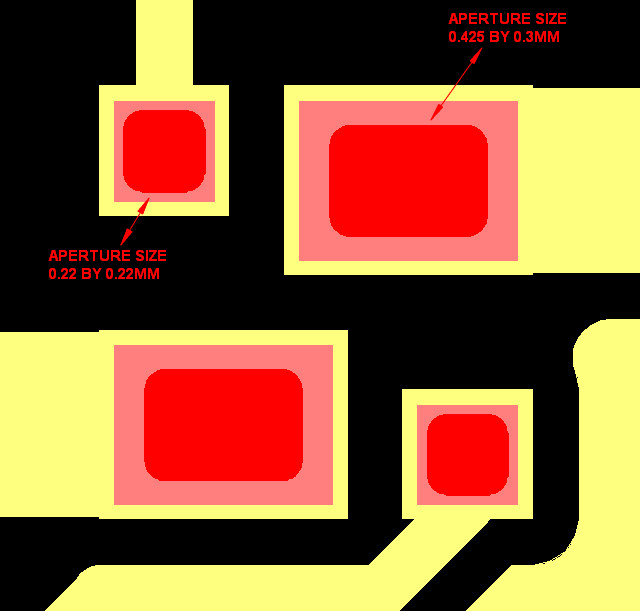
I am using a 3 thou stencil with aputrues cut as per the recomendation in the data sheet and am using type 4 lead free solder paste.
Please help
Kind regards
Darren