- Ask a related questionWhat is a related question?A related question is a question created from another question. When the related question is created, it will be automatically linked to the original question.
Tool/software:
Hi E2E,
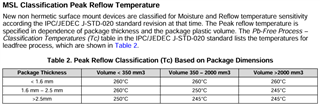
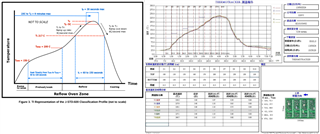
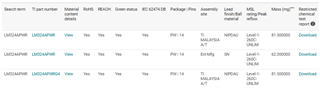
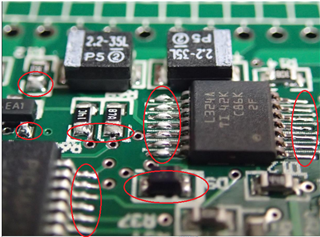
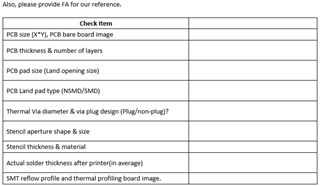
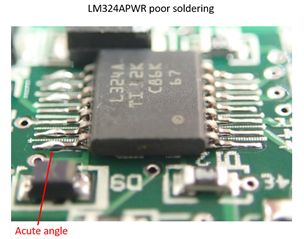
My customer found the LM324APWR with poor soldering, please refer to the customer report and the reflow curve, thanks.